文章内容
添加时间:2019/6/10 9:49:54
某水泥厂二期水泥粉磨系统六七号磨机于2009年三月份先后开启投料投入正常生产,经过近五个月的运转,台时产量始终不尽人意,额定150t/h吨的台时产量始终在120~130t/h左右徘徊,比表面积尚能稳定在340~350m2/kg,根据这两台磨机的状况我们进行了细致的总结与分析,采取了有效的措施,使台时稳定在合同约定的产量,保证了考核工作的顺利结束。
●一 磨机及级配的简单介绍●
1、该水泥厂水泥粉磨系统设备采用的是Φ4.2×13m的中长两仓磨机,中间采用的是组合式隔仓板,双隔仓由篦板和盲板组成,中间设有提升扬料装置。系强制排料,流速较快,不受隔仓前后填充率的影响,即使前仓料位低亦能顺利的排料。所以便于磨内调整填充率和配球,非常适于头仓,特别是圈流磨。因为圈流磨物料量多,及时排出,使球料比不至于过大,以利于冲击力的发挥,但是双隔仓占得容积大,通风阻力大。辊压机采用的是HFCG140-80;打散机采用的是SF600/140;此打散分级设备是合肥院的专利产品。此系统磨机的钢球级配见下表:
表1 球磨机设备厂家提供的钢球级配

2 、生产期间两台磨机入打散机的溜子经常堵塞,堵塞严重时要停磨处理很长时间,打散分级机的转速已经提到800/min转左右,正常状况下分级机的转速控制在300~500/min转就可以轻松的满足生产。转速提的非常高但是稳流仓的料位仍然在缓慢上涨,不得不减料使其稳定在一个范围内,磨内喂不进去物料磨机基本属于空负荷运转状态。研磨体及衬板的消耗量很大,这种状况对设备的长期安全运转极其不利。入打散机内部检查发现,内筒锥体两排筛板堵塞严重,磨机的入磨物料主要是靠分级机风轮的风力分选,使细粉物料的运动状态改变产生较大的偏移落入内锥筒与外锥筒之间被收集入磨。粗颗粒的物料运动状态较小而落入内筒被收集,内锥体下的两排筛板筛下物料小于2mm的入磨大于2mm的返回辊压机继续挤压,其筛板筛下的物料占入磨物料的60%左右。提高风轮的转速来调整入磨物料,只能是占入磨比例的30 %左右,筛板堵塞入磨物料的量势必减少,打散机循环负荷加大,所以转速提的再高作用也不是很大,只能是损坏设备降低磨机的运转率。也考虑到把锥体6mm筛板更换为8mm的,但是考虑到一旦物料水分降低堵塞状况减轻磨机的现有级配将承受不了,所以没有对其更换。
二、生产期间出现的问题及解决的方法:
3、同时对六七号磨机的入磨物料、出磨物料、选粉机回粗、B收尘的物料、水泥成品、在磨机运转正常的情况下进行取样,做80um、200um、及比表面积以计算磨机的循环负荷和选粉机的选粉效率。测量结果见下表:
表2 六七号水泥磨各点物料筛余一览表
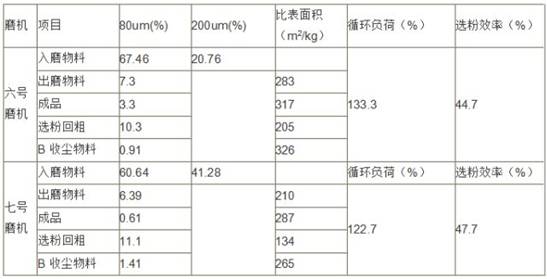
4、从以上数据可以看出六七号磨机的运行状况尚可循环负荷适中,六号稍微偏高一点,磨机和选粉机作为闭路粉磨系统的两部分是互相联系和影响的,维系它们之间的相互关系是循环负荷。从选粉机的角度来说,希望选粉效率要高,而选粉效率随循环负荷的增大而降低。但从磨机的角度来说,则必须增加磨内料球比,加大磨内物料流量,才能达到较高的粉磨效率。如果循环负荷过大,磨内存料过多,降低了研磨体的冲击力,反而会降低磨机的粉磨效率。这就要求必须选择一合适的循环负荷,在成品细度一定的情况下,必须保证适合的出磨细度,水泥成品中3~30um的细颗粒要有一定的数量,才能达到较高的质量和产量。所以循环负荷要控制在一个合理的范围。六号辊压机的工作状况不是太理想,从入磨的筛余可以看出,正常入磨物料80um的筛余在60%左右为最佳,所以六号辊压机需要做一下调整。调整前的工作参数:辊压机的左右侧液压压力分别为7.5Mpa;活动辊电流26A,固定辊电流27A;左侧辊缝23mm右侧辊缝15mm;两个辊缝不同是由于位移传感器设定的参照物不同,所以测定值有所差异,再者粉碎作用主要决定于粒间的压力而不决定于两辊的间隙。调整后的工作参数为:工作压力调整到8.0Mpa;辊压机电机电流上升2个安培。调整后打开观察门观察挤压效果良好料饼密实。七号磨机整体比表面积偏低,需要做进一步的检查,但辊压机工作状况良好,说明水泥磨前面的设备工作状况正常。
●三 水分测定与筛余曲线绘制●
1、水分的测定
(1) 我们对六七号水泥磨使用的原材料进行了水分测定,样品的取样地点是二期水泥配料站。测定结果见下表3:
表3 不同物料水分测定值

2、七号磨机的筛余曲线入磨物料的综合水分1.83%明显偏高,大大的超过了磨机所允许的1%的指标,因为入磨综合水分的偏高使得入打散机溜子经常堵塞,内筒筛板堵塞严重,造成打散分级设备工况恶化循环负荷加重,使磨机的产量和运转率大大下降,随要求品保要严格控制进厂的辅材水分努力降低入磨的综合水分。
鉴于六七号磨机的状况,我们对两台磨机停磨进磨观察,六号磨机内两仓料球比过高,进磨后看不到钢球,物料高出一个钢球的高度,正常情况下钢球应该高出料面露出半个钢球为最佳,随现场测量计算六号磨一仓填充率为28.7%二仓为29.0%;七号磨机进磨观察一仓钢球露出料面一半,说明填充率应该是可以的,测量计算一仓的填充率为31.2%二仓为29.2%;这种磨机的最佳填充率一仓为30%左右二仓为31%左右。随取七号磨样做了磨机的筛余曲线,磨机均采用急停的停磨方式,入磨共取样品24个做80um和200um的筛余。见图1。
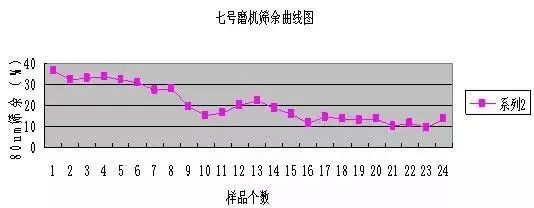
图一 七号磨机的筛余曲线 1~8号为一仓,9~24号为二仓
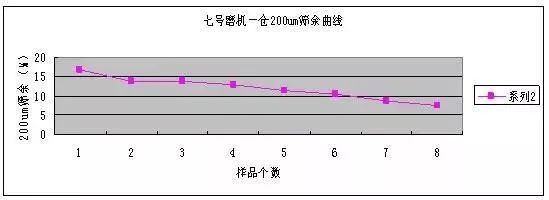
图2 一仓的200um的筛余曲线图
(1)从以上的两个趋势图可以看出七号磨机的一仓粉磨能力还可以,特别是200um的筛余趋势图,筛余下降明显。说明一仓钢球级配和理粉磨能力正常。
(2)从二仓的趋势图观察,二仓前段筛余下降不是很明显,但趋势尚可,后段曲线平稳段长度适中,说明二仓的后段研磨能力还可以,整体研磨能力稍需加强,从上面的比表面积可以看出。需要补充部分小的的钢球,来增加二仓的整体研磨能力,减缓物料在磨内的流速,增加其粉磨时间。
(3)从七号磨机的两仓筛余由36.2%下降到9.09%,合计下降值为27.11%说明磨机的整体研磨能力还是可以的。
(4)由表2可以看出七号磨机的B收尘物料比表面积265m2/kg有些偏低,而我们在现场取样时发现B收尘的料有不少的量直接进入了成品输送斜槽,控制物料流向的三通阀板关闭不到位,造成部分的B收尘物料直接进入成品斜槽,从而导致了成品比表偏低,如果此物料比表高的话就可以部分或者全部直接进入成品,偏低就要入磨继续粉磨,我们现场把三通阀板打开整修让其关闭自如,避免漏料进入成品斜槽。
(5)根据以上情况分析决定给六七号磨机加球,六号一仓:φ40:5吨;二仓:φ17:3吨;φ15:5吨;七号二仓:φ17:3吨;φ15:5吨。
●四 实物检斤●
通过一系列的检查及调整工作,两台磨机的运行状况也更加的稳定,比表也能达到品保的控制指标,粉磨P.O42.5级水泥水泥按照合同的约定,台时必须达到137t/h的产量稳定运行24小时,但是产量还是在130左右徘徊稍提产量比表面积就会降低,最后我们做了一下实物检斤,在入磨皮带76.23-7取料两米称重计算其实际产量,中控台时显示130t/h,而现场实际检斤台时在145t/h比中控高出15t/h。问题原因查出后业主也对熟料秤进行实物检斤,结果和我们标定的完全一样。随对熟料秤进行重新的砝码标定。产量稳定在137t/h比表面积合同要求340m2/kg,实际比表在365m2/kg左右全部合格考核顺利结束。
●五 结语●
生产性能考核是一项细致而又繁琐的工作,在生产中要对任何一个操作参数、工艺布置、现场所有设备的运转状况做到心中有数,才能有的放矢及时的查找出故障隐患,发现问题快速解决,为设备达标创造条件,确保考核工作的顺利结束。
来源:中国水泥网