文章内容
添加时间:2019/5/6 10:00:15
介绍了以氨水为还原剂,利用德国STEAG公司PIT智能高效选择性非催化还原脱硝技术(heSNCR)在5000t/d水泥生产线的应用实例。在同样控制标准下,氨水用量减少了30~40%,同时NOx小时均值可以分别平稳地控制在200 mg/Nm3、100 mg/Nm3、50 mg/Nm3以下,达到了水泥行业超低排放的要求。
1、智能高效脱硝系统heSNCR介绍
选择性非催化还原(SNCR)是众所周知的气体脱硝方法。十几年来,它已成功应用于水泥行业。 基本工作原理是在合适的温度下将还原剂,如氨水注入烟道气流中。 还原剂与一氧化氮和二氧化氮反应,生成氮和水。
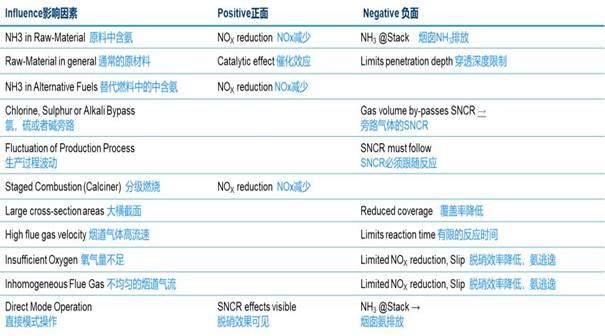
许多SNCR系统消耗超过理论最小量的还原剂,以实现所需的还原。如果必须保持非常低的NOX排放水平,氨水消耗几乎总是呈指数级增加。此外,这通常会导致较高氨逃逸和气味滋扰。
简单的SNCR系统运行不理想主要有以下几个原因:
① 喷射系统的质量不高;
② 安装的喷射器不能很好地覆盖合适的喷射区域;
③ 还原剂向所有喷射器均匀分配;
④ 没有充分考虑注入区域的实际气体温度;
PiT heSNCR 成功的解决了这些问题。这最终导致了符合要求的二氧化氮限制。显著降低还原剂的消耗量。
1.1 、PIT-heSNCR喷枪有效性的评估
采用机器学习完全数据驱动的方法来分析烧成系统,模拟特定工艺条件对现有SNCR喷枪效率的影响,帮助选择合适的喷嘴和安装位置;使氨水在NOX含量高的区域蒸发、反应;避免不必要的氨逃逸(高效利用氨水);实现尽可能高的NOX去除率。
1.2 、PIT-heSNCR预测系统
预测系统通过分析生产过程数据,建立神经网络与机理模型。该模型能够迅速准确的预测并在线输出预测结果、NOx/NH3含量等。同时预测模型实时智能分析历史数据、实时优化预测模型、保持预测模型持续更新、降低工艺参数变化带来的影响。预测系统可有效克服仪器检测存在的数据缺损和滞后问题,为优化控制提供数据支撑。
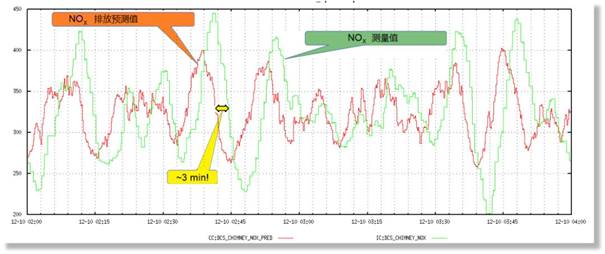
NOx预测
1.3 、PIT高效非催化脱硝控制系统
PIT-heSNCR已经安装在德国各地的许多不同工厂中。 在中国的海螺集团白马山水泥厂、西南水泥的四川国大水泥、四川国胜水泥也得到了很好的应用,NOX可以分别控制在200 mg/Nm3、100 mg/Nm3、50mg/Nm3 以下稳定运行,NOX排放量减少60-90%。
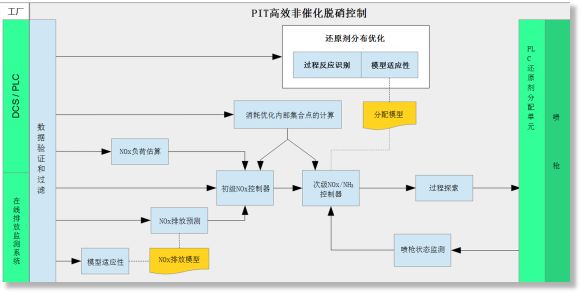
系统设计
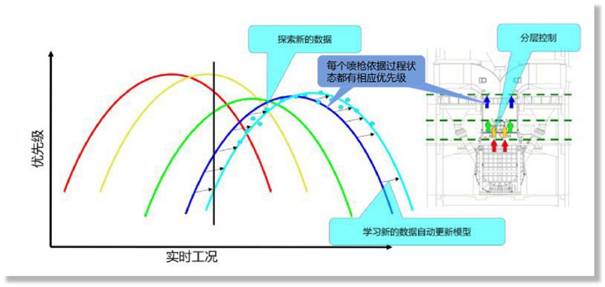
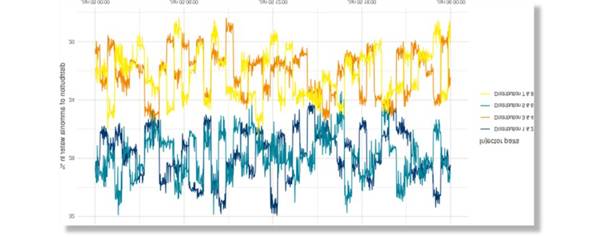
不同工况各喷枪的效率曲线,实时工况喷头效率优选
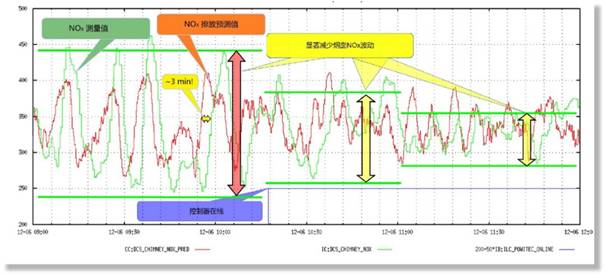
PIT投入前后对比
1.4 、PIT高效非催化脱硝喷嘴
非催化反应中,还原剂被喷入具备最佳温度窗口的区域。温度过高或过低会生成额外的NOx或造成氨逃逸。两种情况都会降低效率。除了最佳温度,其他参数如雾滴直径和速度也很重要。只有采用恰当的喷嘴和合适的控制原则,雾滴才能达到足够的穿透深度,并保证还原剂在烟气中的最佳分布。
本方案选用的双流体气力雾化喷嘴,采用了特殊设计的内混合室。根据拉瓦尔原理,将气液混合物加速至超声速,同时产生极细小的雾滴,并具有较宽的调节比。气/液比对雾滴尺寸具有重大影响,可根据现场工况,将雾滴尺寸调节至特定需求。对于不同的液体喷射量,可以相应地改变雾滴大小。通过在喷枪上加装保护管和气体保护套,可保护喷嘴免受高温和腐蚀影响。尤其是在间断运行的状态下,喷嘴不会堵塞,具有100%的运行可靠性。
1.5 、控制单元(控制还原剂和雾化空气)
系统高效运行离不开高品质的精密监测仪器和执行器。秉承德国一贯严谨、精湛的制造工艺,本系统集成了高安全性、高可靠性、高精度德国原产的测量仪器和控制阀门,所有部件都集成成一个整体,便于现场安装和维护。
2、智能高效脱硝系统heSNCR的应用情况
2.1、A厂5000t/d生产线智能高效脱硝系统应用情况
A厂5000t/d生产线高效SNCR脱硝系统运行后进行了为期六天的测试,测试期间生料喂料量在370-385t/h,熟料KH控制在0.891-0.897之间,SM在2.4-2.47,IM在1.34-1.42,配料较为稳定。
测试期间,NOx浓度指标分别按200mg/Nm3、100 mg/Nm3、50 mg/Nm3三个指标进行控制。
三种不同控制指标情况下,氨水用量情况如下:
① NOx控制在200mg/Nm3时,氨水实际用量为742L/h;
② NOx控制在100mg/Nm3时,氨水实际用量为1169L/h;
③ NOx控制在50mg/Nm3时,氨水实际用量为1356L/h;
通过6天的测试情况可以看出, 高效SNCR可以将NOx控制在50mg/Nm3,操作更为简便。高效SNCR系统可实现精细化操作,操作简洁,只需要输入NOx控制目标,即可自动进行调节,无需人为的干扰,减小操作压力。
2.2、B厂5000t/d生产线智能高效脱硝系统应用情况
B厂5000t/d生产线高效SNCR脱硝系统运行后进行了为期两周的稳定性测试,测试期间生料喂料量在380-400t/h,配料较为稳定,生产状况良好。
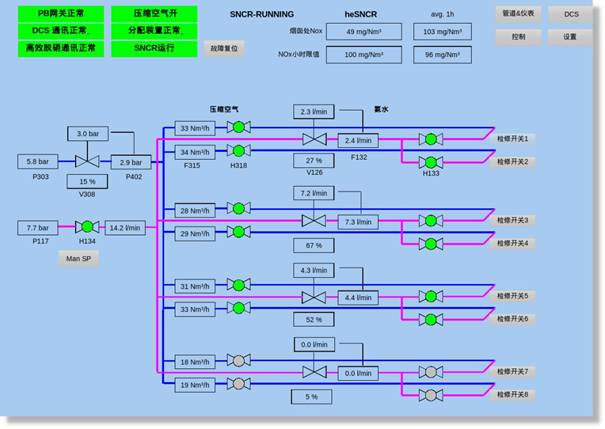
测试期间的中控显示画面
heSNCR跟随工艺波动:上图显示四对喷枪的氨水分配。流量分配不是固定的,每对喷枪的分配差异取决于熟料的工艺状态。
|
# |
日期 |
每日天平均 NOx[mg/Nm3] |
每日NH4OH 消耗 [l/min] |
|
1 |
19.03.2019 |
97,98 |
8,55 |
|
2 |
20.03.2019 |
97,94 |
9,31 |
|
3 |
21.03.2019 |
97,94 |
8,92 |
|
4 |
22.03.2019 |
97,94 |
9,25 |
|
5 |
23.03.2019 |
98,01 |
7,13 |
|
6 |
24.03.2019 |
97,86 |
8,99 |
|
7 |
25.03.2019 |
97,80 |
8,79 |
|
8 |
26.03.2019 |
97,99 |
8,44 |
|
9 |
27.03.2019 |
97,95 |
10,8 |
|
10 |
28.03.2019 |
97,89 |
9,34 |
|
11 |
29.03.2019 |
97,89 |
8,49 |
|
12 |
30.03.2019 |
97,95 |
9,94 |
|
13 |
31.03.2019 |
97,98 |
10,01 |
|
14 |
01.04.2019 |
97,99 |
9,56 |
表格为某厂3月份连续两周在符合24小时10%O2下NOx的平均限值为100mg/Nm3的条件下,得到吨熟料氨水消耗量为2.40 l/t。
3、小结
氨水消耗量的降低,得益于系统内自带的模型预测控制和机器学习分析软件,通过采集水泥窑系统运行中的各种数据,提前预判NOx生成区域和产生量,再通过分配装置上的各种高精度阀门仪表和喷枪,实现精准雾化喷氨。随着系统的运行,收集数据的增多,系统自动分析数据后,实时调整各喷枪的效率曲线,自动实现实时工况喷头效率优选,进一步降低氨水用量。
作者:施小烽、潘伟东、张继雄、袁刚、许凤春
单位:上海万澄环保科技有限公司
四川国大水泥有限公司
四川德胜水泥集团有限公司