文章内容
添加时间:2019/5/27 9:46:23
我公司年产100万吨水泥生产线于2009年3月投产。水泥磨系统为两台Ф3.2 m×13 m球磨机加两台CLF140-30辊压机的联合粉磨系统。随着生产设备的磨损、市场竞争的日益激烈,以及对能耗要求的不断提高,为了进一步提高水泥产能、降低电耗和节约成本,我公司于2017年开展了一系列的技术改造,取得了预期效果。
1 概况
粉磨系统主机设备配置见表1,工艺流程见图1。
表1 系统主机设备配置
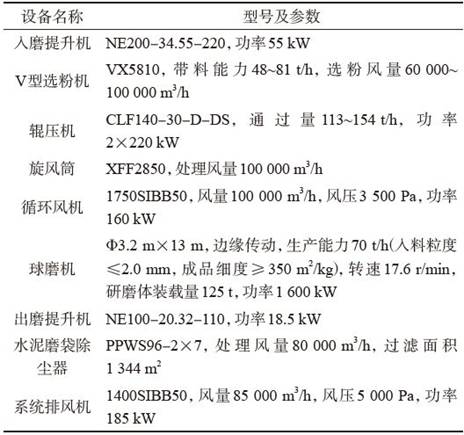
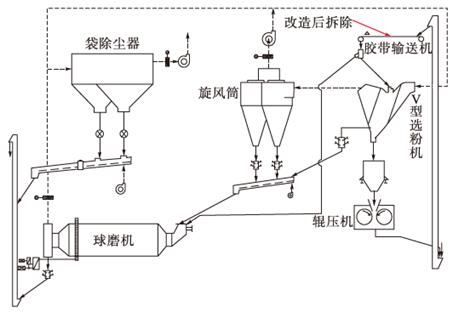
图1 粉磨系统工艺流程
2 存在问题与技术改造措施
2.1 V型选粉机
混合料通过装有一台RCYD-8型除铁器的宽800 mm的胶带输送机,经下料斗进入V型选粉机。在生产过程中发现,混合料在胶带输送机上集中于中间500 mm范围内,加之输送机运行方向与V型选粉机风运行方向垂直,导致混合料在进入V型选粉机时过于集中,未形成均匀料幕,边缘风速过快,无有效做功且带料效果弱,中心风不能穿透料幕,选粉效果差。
技术改造:拆除胶带输送机,将提升机提升1.8 m高度(经查设计说明及咨询厂家,可在不增加提升机功率的情况下直接提升高度),在入磨提升机与V型选粉机中间增设与V型选粉机入口尺寸相同的下料溜管,并在管道上安装管道除铁器,同时在V型选粉机入口错行加焊两列分料板,使进入V型选粉机的混合料均匀分布。通过改造,减少了功率消耗,并在V型选粉机内形成均匀料幕,提高选粉效率,为提高产量奠定了基础。
2.2 辊压机
水泥磨系统预粉磨采用CLF140-30辊压机,辊面宽度仅300 mm,与国内部分生产线配套辊压机辊面宽度650 mm或以上相比明显偏小。在2015年通过加宽辊面至400 mm使预粉磨效果得到提高,但工作电流仍只有额定电流的58%左右,辊压机工作效率不佳。经过多次对比与摸索,发现入辊压机下料管存在错位和尺寸偏小现象,导致物料进入辊压机时被迫做横向运动,填充区物料出现松散不密实状态;变向处的料压被管壁部分抵消,未完全作用于辊子,影响做功。
技术改造:通过将稳流仓整体平移使下料管与辊压机进料口对直;因下料管道尺寸为400 mm×400 mm,辊压机进料口尺寸为550 mm×550 mm,因此,将下料管增大至与辊压机进料口尺寸一致,并取消在管道内壁焊减磨圈的做法,使物料垂直下料增加料压,达到辊压机填充区物料密实的效果。改造后辊压机工作电流提高40~60 A,约占额定电流的70%左右,大大提高了辊压机的做功效率。入辊压机下料管改造前后对比见图2。
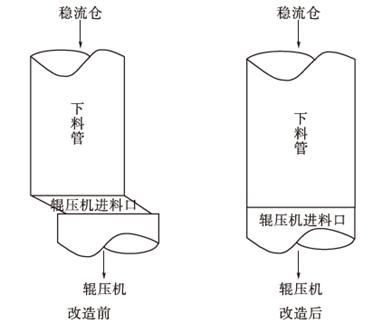
图2 入辊压机下料管改造前后示意
2.3 循环风机
技改前,循环风机电动机为定频控制,通过调节610 mm×2 438 mm进风阀开度控制风量大小。此种通过调节过风面积实现风量控制的设计本身会增加系统阻力,而且叶片很容易磨损,造成理论开度与实际通过风量失真。在运行过程中,管道内壁还会产生结露结壁现象,进风阀叶片易被卡死,每年均需对进风阀风叶进行一次更换。
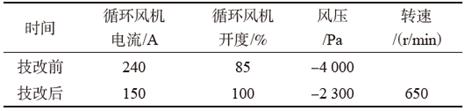
技术改造:取消进风阀,将循环风机电动机改为变频控制。改造后管道通畅,减小磨损,延长设备使用寿命,减少了更换风叶的损耗;通过调节转速控制,使风机运行电流下降50~100 A,达到节能降耗的目的。循环风机技改前后运行参数对比见表2。
表2 循环风机技改前后运行参数对比
2.4 水泥磨隔仓板
我公司Φ3.2 m×13 m球磨机为三仓结构,一、二仓之间隔仓板为双层结构,二、三仓之间隔仓板为单层结构。一仓研磨体为钢球,二、三仓研磨体为钢段。运行过程出现的最大问题是单层隔仓板篦缝易被细小钢段堵死,导致磨内通风不良。夏季温度高时,因静电吸附产生的包球包段糊衬板现象明显,不但使研磨效率大大降低,还易造成出磨水泥温度过高;冬季温度较低时,易出现饱磨现象。针对这种弊病,我公司与徐州某粉磨技术公司合作,对隔仓板进行了改造换代。
技术改造:一仓双层隔仓板的前后层篦板外加装外框架,减少钢球对篦板的磨损。同时中心篦板的直径由460 mm增加到750 mm,孔径为5 mm×30 mm,开孔率增加到50%,提高整体通风效果(见图3a)。

图3 改造后的隔仓板
二、三仓之间的单层隔仓板采用全新的大小圆钢棒交替设计,钢棒间距4 mm,解决了篦缝被细小钢段或铁渣堵塞的问题。中心篦板直径750 mm,孔径为4 mm×28 mm,开孔率50%,通风面积有效增大(见图3b)。把二仓钢段换成钢球,增加研磨体破碎作用,有效抑制开路磨细度跑粗现象。
在三仓衬板上增加研磨体提升装置,加大钢段运动距离,消除底层研磨体死区,让所有研磨体充分做功。将出磨中心篦板直径增大至1 000 mm,开孔率增加到50%,提高磨内通风面积,消除三仓包段糊衬板现象。
3 改造效果
通过对水泥磨系统采取以上技术改造,整体工作效率提高,磨内通风效果明显增强,水泥磨系统提产降耗明显。技改前后生产P·O42.5水泥技术指标对比见表3。技改后,水泥磨台时产量提高10 t/h左右,水泥工序电耗下降2.0 kWh/t左右,取得了良好的经济效益。
表3 技改前后生产P·O42.5水泥技术指标对比
作者单位:中材常德水泥有限责任公司
上一篇:贾华平:水泥生产的脱硝问题